引言
鎳鈦合金是一種形狀記憶合金,不僅具有優(yōu)異的耐腐蝕性、生物相容性,還具有獨特的形狀記憶效應和超彈性。這些優(yōu)異的性質(zhì)使鎳鈦合金廣泛應用于各個領(lǐng)域,如航空航天、汽車工業(yè)、生物醫(yī)學等。例如,在正畸治療領(lǐng)域,憑借鎳鈦絲優(yōu)異的超彈性和形狀記憶特性,結(jié)合不銹鋼絲良好的剛性和尺寸穩(wěn)定性,使牙齒在矯治力作用下實現(xiàn)更為精準、高效的位移,從而加速矯治進程。
隨著科技的發(fā)展,應用環(huán)境對材料性能的要求日益嚴苛,單一鎳鈦合金已無法完全滿足需要。雙金屬的使用會帶來更加優(yōu)異的綜合性能,比如不銹鋼復合雙金屬鋼同時具有良好的力學性能和耐腐蝕性,并且可節(jié)省昂貴的戰(zhàn)略金屬,節(jié)約資源,降低材料成本。因此,將鎳鈦合金與異種材料進行連接備受重視,如碳鋼、不銹鋼、鈦合金等。其中,不銹鋼作為一種重要的結(jié)構(gòu)材料,不僅展現(xiàn)出優(yōu)異的耐腐蝕性、生物相容性等,而且成本相對較低。這使得鎳鈦合金與不銹鋼的連接組合適用于許多領(lǐng)域。例如醫(yī)用導絲,初代導絲的芯軸為單一不銹鋼絲,具有高硬度以及較好的支撐力、推送性、扭矩傳導性等優(yōu)點。但是單一不銹鋼絲在使用過程中極易戳破血管,導致手術(shù)失敗,造成嚴重危害。而鎳鈦合金具有超彈性,使用時觸覺反饋更好。同時,鎳鈦合金的形狀記憶效應可以賦予導絲更多的可能性,更好地應對復雜的體內(nèi)環(huán)境。由此,鎳鈦合金與不銹鋼的連接組合優(yōu)化了導絲,使手術(shù)更易進行。
在鎳鈦合金與不銹鋼的焊接過程中,其在加熱或加壓條件下,原子獲得足夠能量,克服原子間的結(jié)合力,產(chǎn)生相對位移,從而使不同焊件的原子相互擴散并滲透。通過原子擴散,焊件之間形成過渡區(qū),實現(xiàn)原子間的結(jié)合,達到焊接的目的。在原子擴散形成的過渡區(qū)中,由Fe-Ni-Ti三元相圖可知,來自不銹鋼的鐵原子可以形成脆性相Fe2Ti。若增加鎳或者鈦的含量,合金的凝固將從Ni3Ti相或γ相開始,韌性可得到提升。再結(jié)合二元合金相圖集分析可知,只有Li元素可以不與Ni、Ti、Fe以及Cr元素形成金屬間化合物。而金屬間化合物會造成接頭力學性能不均勻,引起形變和應力集中,誘導裂紋產(chǎn)生,導致接頭性能降低。因此,加入中間層能夠改善焊接接頭的性能,但不能完全避免金屬間化合物的產(chǎn)生。
鎳鈦合金與不銹鋼的物理化學性能不同,焊接后接頭中形成脆性金屬間化合物以及裂紋、殘余應力等,導致焊后材料的性能降低,鎳鈦合金的超彈性與形狀記憶效應改變。因此,鎳鈦合金與不銹鋼的異種焊接存在困難,面臨著挑戰(zhàn)。難點主要集中于兩個方面:一方面,隨著元素的擴散,在焊接接頭中易形成金屬間化合物,尤其是Fe-Ti相,這是因為Fe和Ti的互溶性有限。脆性金屬間化合物的形成會造成焊接接頭的拉伸性能降低,硬度增加,這是力學性能降低的主要原因。為減少脆性金屬間化合物的形成,可以采用優(yōu)化焊接工藝參數(shù)和加入中間層的方法。優(yōu)化工藝參數(shù)可以影響接頭中元素的擴散,而加入中間層可以改變接頭中的相組成。另一方面,兩種材料物理化學性質(zhì)(如熱導率、比熱容、線膨脹系數(shù)等)的差異造成了接頭中裂紋、殘余應力等的存在。為解決此問題,可以采用焊后熱處理的方式。比如退火處理,可以降低殘余應力,使組織均勻化。
鎳鈦合金與不銹鋼的異種焊接由于二者在物理化學特性上的顯著差異,如熱膨脹系數(shù)失配、晶體結(jié)構(gòu)各異以及冶金不相容等問題,導致其焊接過程遭遇諸多難題,如焊接接頭易產(chǎn)生裂紋、氣孔、脆化等缺陷,焊縫組織成分不均勻以及力學性能不穩(wěn)定等。鑒于此,本文針對鎳鈦合金與不銹鋼異種焊接的相關(guān)方法進行了詳盡的綜述,深入剖析了焊接及焊后熱處理工藝對鎳鈦合金/不銹鋼(NiTi/SS)接頭微觀組織形態(tài)與力學性能表現(xiàn)的影響機制。進一步地,緊密結(jié)合當前的研究態(tài)勢和實際應用需求,對該領(lǐng)域未來的發(fā)展走向進行了前瞻性展望,旨在為后續(xù)的深入研究提供具有建設性和指導性的參考依據(jù),以助力突破現(xiàn)有技術(shù)瓶頸,推動鎳鈦合金與不銹鋼異種焊接技術(shù)在不同關(guān)鍵領(lǐng)域的廣泛應用與技術(shù)革新。
1、焊接的結(jié)構(gòu)變化和焊接性能
1.1結(jié)構(gòu)變化
焊接接頭由焊縫、熔合線以及熱影響區(qū)構(gòu)成。其中,熔合線尺寸微小,故而焊縫與熱影響區(qū)受到了更多的關(guān)注。在焊接進程中,焊縫區(qū)經(jīng)歷先熔化后凝固的過程,其凝固組織能夠依據(jù)快速凝固理論予以闡釋。該理論提出,焊縫區(qū)的微觀結(jié)構(gòu)受四個參數(shù)調(diào)控,即溫度梯度(G)、過冷度、晶體生長速率(R)以及合金成分。其中,G與R的比值(G/R)和G與R的乘積(G⋅R)分別對晶粒的形貌和尺寸起決定性作用。在焊接過程中,焊接工藝參數(shù)對焊縫區(qū)的溫度梯度、過冷度以及晶體生長速率存在影響作用,進而會對焊縫區(qū)晶粒的形貌與尺寸產(chǎn)生作用。與之有所區(qū)別的是,熱影響區(qū)的組織形貌與母材的初始狀態(tài)緊密相關(guān)。熱影響區(qū)在焊接時未發(fā)生熔化現(xiàn)象,僅僅經(jīng)歷了升溫及冷卻兩個過程,因此其化學成分并未發(fā)生變化。
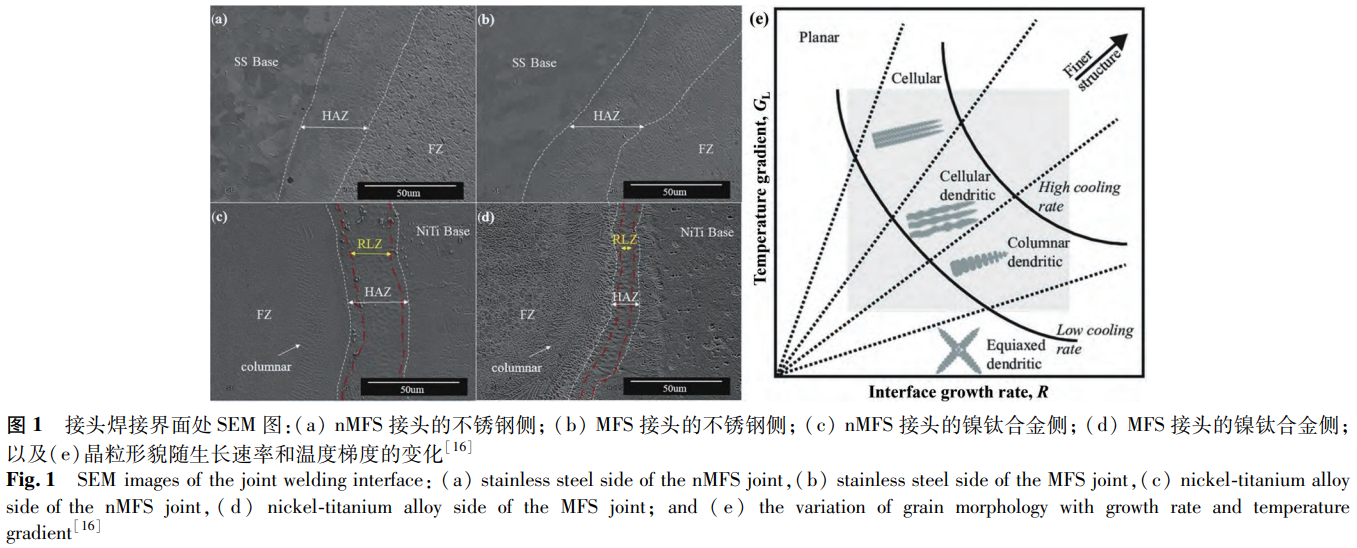
Farhang等使用激光焊連接鎳鈦合金與不銹鋼,探究了外磁場對焊接接頭的影響。其中,無外磁場輔助的焊接記為nMFS,外磁場輔助的焊接記為MFS兩種接頭焊縫界面處的SEM圖如圖1所示。從圖1中可以觀察到,在這兩種接頭中均出現(xiàn)從熔合區(qū)中心向熱影響區(qū)的晶體形態(tài)轉(zhuǎn)變的現(xiàn)象。在nMFS接頭中,從熔合區(qū)中心至不銹鋼側(cè),晶體形態(tài)呈現(xiàn)出由等軸晶粒向柱狀晶再到平面晶的轉(zhuǎn)變;而從熔合區(qū)中心至鎳鈦合金側(cè),晶體形態(tài)的變化則為等軸晶粒、柱狀晶直至胞狀晶,且其中柱狀晶粒的取向與冷卻方向相互平行。該研究表明,這些相變行為與界面處的溫度梯度和生長速率有關(guān),圖1e對凝固過程進行了歸納。具體來說,在熔合區(qū)中心,G值較低,R值較高,促使枝晶生長形成等軸晶。在從熔合區(qū)中心向基材移動的過程中,G值和R值改變,形成柱狀、胞狀/平面結(jié)構(gòu)。磁場對電子運動的影響改變了電子在凝固和生長過程中所攜帶的能量。因此,在MFS接頭中觀察到不同于nMFS接頭的凝固現(xiàn)象。相較于nMFS接頭,MFS接頭中熔合區(qū)中心形成較細的等軸晶粒(如圖1a、b所示),這是由于磁場降低G值的同時增加了R值。且熔融材料受到洛倫茲力的影響發(fā)生旋轉(zhuǎn),使原本平行于冷卻方向的柱狀晶粒(位于從熔合區(qū)向鎳鈦合金轉(zhuǎn)變處)取向改變,呈隨機取向(見圖1d)。此外,磁場使電子運動偏移造成的熱輸入減少以及磁場促進熔體運動引起的冷卻速率加快共同導致MFS接頭的反應層區(qū)更窄。
1.2焊接性能
(1)力學性能
在焊接過程中,材料的力學性能會受到顯著影響。其中,焊接時所形成的金屬間化合物不僅會造成焊接材料拉伸性能的下降,而且會導致其硬度的提升。與此同時,焊接界面的形態(tài)特征亦會對焊接接頭的拉伸性能產(chǎn)生影響,在整個焊接體系中,各因素相互關(guān)聯(lián),共同決定了焊接接頭最終的力學性能表現(xiàn)。前期也有部分相關(guān)研究針對這一方面進行了探討。Vannod等提出,熔合區(qū)的碗狀界面能夠?qū)缚p的鎳鈦合金側(cè)起到保護功效,致使裂紋并非沿著鎳鈦基體和焊縫的界面延伸,而是在鎳鈦基體內(nèi)傳播。
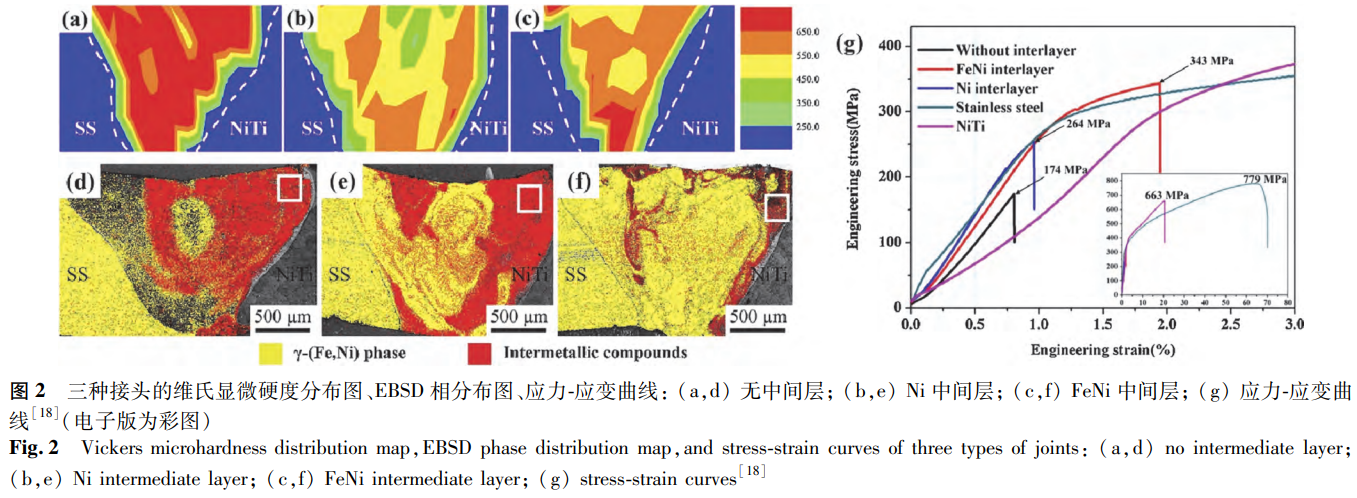
Niu等針對通過真空電子束焊接形成的三種NiTi/SS接頭開展了對比評價,這三種接頭分別為電子束偏移到SS側(cè)且無中間層的接頭、添加Ni中間層的接頭以及添加FeNi中間層的接頭。各接頭的硬度分布情況如圖2a-c所示,由圖2a-c可知,焊縫區(qū)的硬度顯著高于兩種母材。這一現(xiàn)象的成因在于焊縫區(qū)中存在金屬間化合物以及發(fā)生了固溶強化作用。通過對比硬度圖與相分布(見圖2d-f)發(fā)現(xiàn),接頭中的金屬間化合物含量越多,其硬度越高。為進一步探究對其力學性能的影響,Niu等對焊接樣品進行了拉伸測試,結(jié)果表明FeNi中間層接頭展現(xiàn)出最優(yōu)的拉伸性能,Ni中間層接頭次之,而無中間層接頭的拉伸性能最差(見圖2g)。進一步觀察發(fā)現(xiàn),三種樣品的斷裂位置均處于焊縫區(qū)內(nèi)靠近鎳鈦合金一側(cè)。借助掃描電子顯微鏡(SEM)和電子背散射衍射(EBSD)技術(shù)對裂紋分析可知,在無中間層接頭中,金屬間化合物以Fe2Ti作為主相,Ni3Ti則呈連續(xù)網(wǎng)狀分布于其中。裂紋徑直穿過金屬間化合物進行擴展,當遇到較厚的Ni3Ti相時,會出現(xiàn)輕微的偏轉(zhuǎn)現(xiàn)象。由此可見,該斷裂接頭呈現(xiàn)出解理斷裂的特征。在Ni中間層接頭里,金屬間化合物以Ni3Ti為主相,F(xiàn)e2Ti呈網(wǎng)狀分布于其中。裂紋的擴展僅僅在Fe2Ti相中發(fā)生,并且會被Ni3Ti相阻擋。因此,該接頭斷口表現(xiàn)出沿晶斷裂的特征。對于FeNi中間層接頭而言,F(xiàn)e2Ti以柱狀枝晶的形態(tài)析出,Ni3Ti分布在其枝晶之間。裂紋主要出現(xiàn)在Fe2Ti枝晶內(nèi)部,不過會被枝晶間的Ni3Ti相阻斷。這種復合結(jié)構(gòu)能夠有效地阻止裂紋的進一步擴展,使得斷裂接頭同時具備解理和韌性斷裂的特征。
(2)腐蝕性能
NiTi/SS接頭得以在生物醫(yī)療領(lǐng)域應用的前提條件是具備良好的耐腐蝕性以及生物相容性。為此,探究NiTi/SS接頭的耐腐蝕性極為重要。Zhang等研究了帶銅中間層的NiTi/SS接頭在含不同氟化物濃度或者蛋白質(zhì)濃度的人工唾液中的腐蝕行為。隨著氟化物濃度的增加,接頭的耐電化學腐蝕能力降低。與之不同,低蛋白質(zhì)濃度使接頭的耐蝕性降低,而高蛋白質(zhì)濃度可以減輕這種影響。
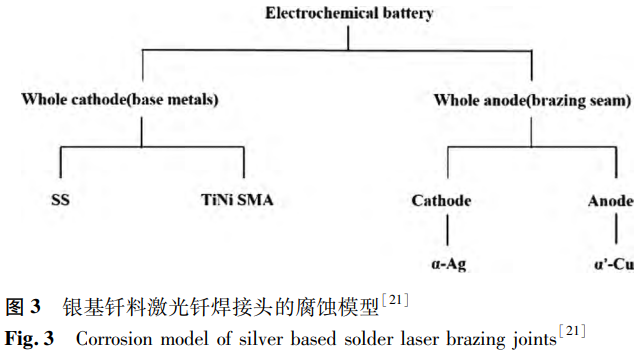
Li等選用銀基合金作為填充金屬,獲得激光釬焊NiTi/SS接頭,探究了兩種母材、填充金屬以及焊接接頭在不同pH值的人工唾液中的腐蝕行為。他們發(fā)現(xiàn)接頭的腐蝕主要發(fā)生在釬焊縫以及填充金屬與兩種母材的界面處,這是因為釬焊縫的電極電位低于鎳鈦合金與不銹鋼,在人工唾液中成為原電池的陽極首先被腐蝕(見圖3)。接頭的耐腐蝕性與鎳鈦合金母材相近,優(yōu)于填充金屬,但低于不銹鋼母材。另一方面,人工唾液的pH值會對材料的耐腐蝕性造成影響,pH值越高,材料的腐蝕電位越高,電流密度越低,耐腐蝕性越好。
(3)形狀記憶效應
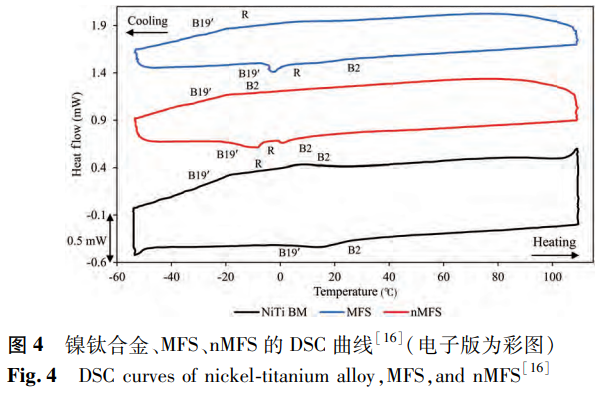
鎳鈦合金的形狀記憶效應源于馬氏體相變,這是該合金的一項關(guān)鍵性能。激光焊接會致使合金的顯微組織發(fā)生改變,進而對馬氏體相變以及逆相變過程產(chǎn)生作用,使得焊接接頭的形狀記憶效應有別于鎳鈦合金母材,這一點在已有研究中有所提及。鑒于此,針對焊接接頭形狀記憶效應開展研究極為必要,因為形狀記憶合金的相變特性是評估其功能特性的重要依據(jù)之一。Farhang等運用差示掃描量熱法對鎳鈦合金以及存在或不存在磁場的NiTi/SS接頭進行了測試,測試結(jié)果如圖4所示。其中,奧氏體(B2)、馬氏體(B19’)以及R相通過圖中的峰位得以確定,而奧氏體終止溫度Ai則被用作比較不同樣品之間轉(zhuǎn)變溫度的指標。經(jīng)測試,鎳鈦合金的奧氏體終止溫度為24.7℃,與之相比,nMFS樣品的奧氏體終止溫度降低了約20℃,這表明nMFS樣品的功能特性發(fā)生了明顯改變。導致nMFS樣品轉(zhuǎn)變溫度降低的因素是多方面的,包括其內(nèi)部存在較多的缺陷、焊接過程中冷加工性能的消除、殘余應力和晶粒生長現(xiàn)象的出現(xiàn)以及Ni/Ti比的上升等。然而,MFS樣品的奧氏體終止溫度為24.1℃,基本保持了鎳鈦合金基材的轉(zhuǎn)變溫度水平,這意味著鎳鈦合金的功能特性在MFS樣品中得到了有效的保留。
2、焊接技術(shù)
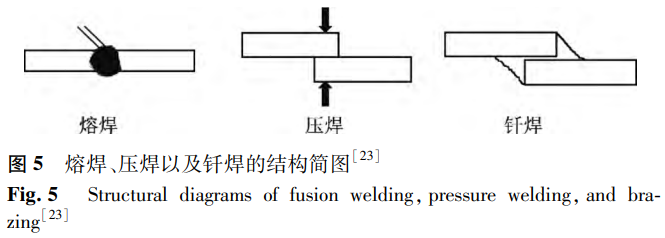
依據(jù)焊接過程所呈現(xiàn)出的特性,焊接可被劃分為三大類別,即熔焊、壓焊與釬焊,其相應的結(jié)構(gòu)簡圖如圖5所示。熔焊是指在無壓力的情況下對母材進行加熱,使其熔化并相互混合,在冷卻后形成焊縫。氬弧焊、電子束焊、激光焊等均屬于熔焊。壓焊在焊接過程中必須對母材施加壓力,但對加熱沒有要求。它是一種使材料在固態(tài)下實現(xiàn)原子間結(jié)合而實現(xiàn)連接的焊接方法。壓焊可分為多種類型,如電阻焊、摩擦焊、超聲波焊等。釬焊是指通過加熱使焊材之間的填充金屬熔化,液態(tài)釬料與固態(tài)焊材相互擴散,冷凝后形成接頭的方法。目前,針對鎳鈦合金與不銹鋼的焊接研究多聚焦于激光焊接領(lǐng)域。主要得益于激光焊接具備熱輸入量低、能量密度高以及熔合區(qū)與熱影響區(qū)范圍小等顯著優(yōu)勢。
2.1激光焊
激光焊接具有熱輸入低、能量密度高、熔合區(qū)和熱影響區(qū)小等優(yōu)點,在鎳鈦合金與不銹鋼的連接中經(jīng)常使用。張冬妮等通過激光搭接焊接鎳鈦合金與不銹鋼,焊接過程中熔池內(nèi)元素進行遷移和擴散,造成焊縫中存在以Fe-Ti、Fe-Ni為主的化合物。該研究采用MaterialStudio-CASTEP對金屬間化合物進行模擬和計算,得以從化合物性質(zhì)角度解釋其對焊接接頭的影響。由第一性原理計算結(jié)果可知,F(xiàn)eTi處于費米能級處的能量值最低,F(xiàn)e2Ti具有相對較高的德拜溫度,這說明它們的穩(wěn)定性較好。Fe2Ti、FeTi具有較低的泊松比、較高的剪切模量和k值(剪切模量/體模量),證明其為硬脆相。NiTi/Ss接頭中均勻分布的Fe2Ti、FeTi硬脆相造成接頭力學性能不均勻,引起形變和應力集中,誘導裂紋產(chǎn)生。
激光焊的各項工藝參數(shù),如激光波形、功率、焊接速度、焦點大小及其位置、保護氣體流量等,均會對焊接接頭的質(zhì)量產(chǎn)生重大影響。例如,Hahnlen等通過增加脈沖能量發(fā)現(xiàn)其會引起NiTi/SS管材接頭的受影響區(qū)域?qū)挾仍黾樱珜θ凵畹挠绊懖幻黠@。Parimanik等通過效用概念和田口法優(yōu)化焊接NiTi/SS接頭的參數(shù)組合,發(fā)現(xiàn)前者更加優(yōu)異。并且在激光功率為300W、掃描速度為5mm/s、焦點位置為0mm時,接頭的顯微硬度最好。焦點位置由0mm改變?yōu)?.5mm時,接頭獲得最高拉伸強度。
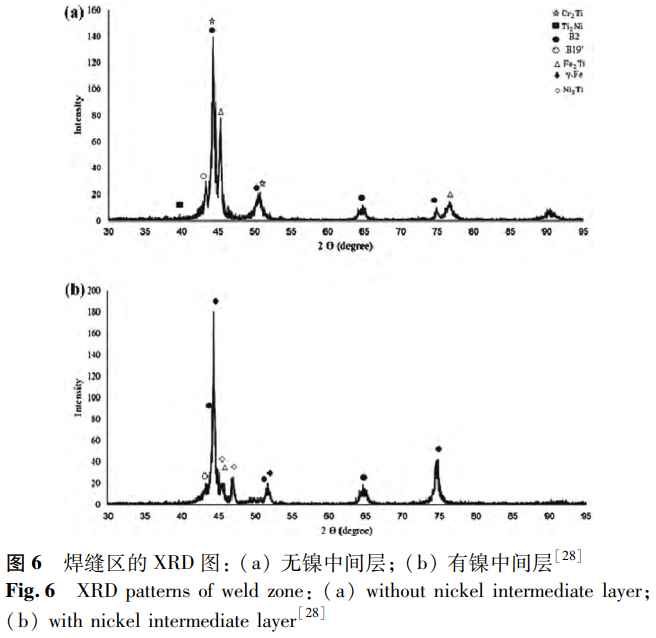
此外,添加中間層也是控制Fe-Ti等金屬間化合物形成的有效方法,能夠改善接頭性能。例如,在直接焊接的TC4/SS接頭中會產(chǎn)生大量Fe-Ti等金屬間化合物。Liu等采用復合中間層制備TC4/SS接頭,發(fā)現(xiàn)能夠防止Fe-Ti脆性相的產(chǎn)生,可以在很大程度上優(yōu)化接頭的力學性能,具有重要的研究價值。在鎳鈦合金與不銹鋼異種焊接方面,Asadi等研究了鎳中間層對激光焊接接頭的影響。通過x射線衍射(XRD)分析可知(見圖6),添加鎳粉后焊縫的Fe2Ti初生相轉(zhuǎn)變?yōu)镹i3Ti初生相,γ相和Ni3Ti相含量增加,脆性金屬間化合物含量減少。這是因為焊縫中過量的鎳會造成Ti、Fe和Cr的減少,并且鎳是奧氏體形成元素和γ相穩(wěn)定劑,促進了γ-Fe的形成。Li等深入研究了鎳中間層厚度對焊接接頭產(chǎn)生的影響。研究表明,隨著鎳層厚度逐步遞增,接頭內(nèi)的鎳含量相應上升,脆性金屬間化合物減少,進而使得接頭性能得以提升。當鎳中間層的厚度增長至50μm時,接頭的抗拉強度以及斷裂伸長率達到最大值,分別為372MPa和4.4%。然而,倘若鎳中間層厚度繼續(xù)增加,接頭內(nèi)部會形成更多的Ni3Ti相,同時會產(chǎn)生氣孔與縮孔等缺陷,最終致使接頭性能下降。這一研究結(jié)果與周海寬等等得出的結(jié)論相互吻合、保持一致。因此,為獲得性能優(yōu)異的焊接接頭,需要選擇合適的中間層厚度,即焊縫成分。此后,Li等研究了銅中間層、鈷中間層、38Zn-61Cu中間層對NiTi/SS接頭的影響,并在38Zn-61Cu中間層的研究中增加激光偏移技術(shù),在接頭處形成三個區(qū)域,即SS側(cè)熔合區(qū)、未熔化SS以及NiTi/38Zn-61Cu/SS形成的擴散焊縫。在這些研究中觀察到類似的現(xiàn)象,即通過抑制脆性金屬間化合物的形成來改善接頭的力學性能。同時,銅中間層的使用還可以消除熱應力產(chǎn)生的裂紋,但銅中間層過厚會形成富銅球,其與周圍基體的結(jié)合相對較弱,有利于裂紋形核和擴展。
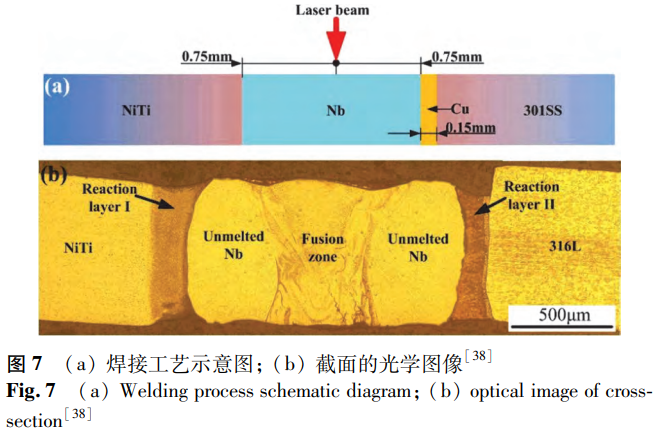
研究者們對其他種類的中間層也進行順⑹裕熱鏣a中間層、CoCrFeNiMn高熵合金中間層、銀基中間層等。Ng等研究了Ta中間層及其厚度對焊接接頭的影響。Ta元素不與Ti形成金屬間化合物,隨著Ta中間層的加入,接頭中形成TaCr2相和Ni3Ta相,抑制了Cr2Ti、FeTi等脆性金屬間化合物的形成。當Ta中間層厚度為50μm時,接頭的拉伸性能最好。在單一中間層的基礎(chǔ)上,多層中間層的使用也被考慮。Gao等提出了Nb/Cu多層中間層激光焊接法,得到了由三個冶金連接區(qū)組成的接頭(見圖7),即基于熔焊機理的熔化區(qū)、基于Nb和NiTi共晶反應的反應層Ⅰ、基于釬焊機理的反應層Ⅱ。該接頭中無Fe-Ti、NiyTi3金屬間化合物存在,只在反應層II中有少量Fe7Nb6金屬間化合物形成。因此,加入中間層可以使焊接接頭的性能得到改善,但不能完全避免金屬間化合物的產(chǎn)生。
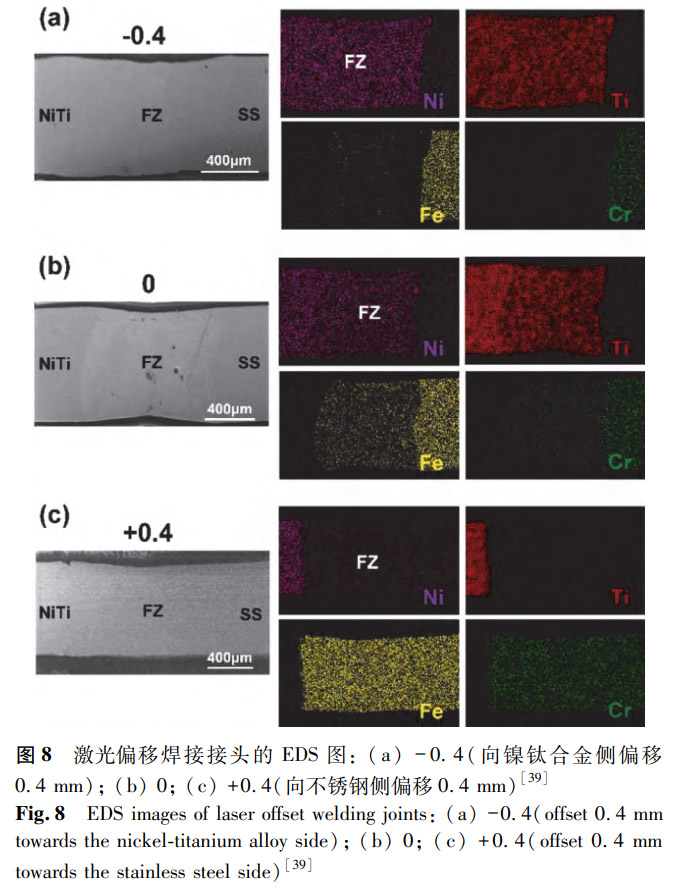
Zhang等對激光偏移焊接技術(shù)進行了研究。激光偏移可以影響元素擴散,改變焊縫中的元素含量。如圖8所示,+0.4(向不銹鋼側(cè)偏移0.4mm)接頭的焊縫中主要為Fe和Cr元素,Ni和Ti元素的含量很少。Fe-Ti金屬間化合物被認為是削弱NiTi/SS接頭質(zhì)量的主要因素。因此,+0.4(向不銹鋼側(cè)偏移0.4mm)接頭中Ti元素的減少使脆性金屬間化合物減少,從而導致接頭硬度的顯著降低以及拉伸性能的改善。類似地,Shamsolhodaei等通過激光偏移焊接方法對超彈性鎳鈦合金絲與不銹鋼絲進行連接,發(fā)現(xiàn)激光偏移改變了接頭焊接區(qū)的元素分布,提升了接頭性能。
Farhang等在研究中引入外磁場,顯著改善了接頭的性能,具體表現(xiàn)為硬度降低,而抗拉強度與伸長率得以大幅提升,其中抗拉強度從338MPa提高到431MPa,伸長率從0.56%增加至1.33%。Tanrikulu等也探索了磁場對激光焊接NiTi/SS接頭的影響。磁場的加入不僅對接頭的微觀結(jié)構(gòu)有顯著影響,而且能夠引起熔池幾何形狀的改變,使nMFS接頭中典型的V型熔池轉(zhuǎn)變?yōu)镸FS接頭中的U型熔池。值得注意的是,MFS接頭具有優(yōu)異的抗拉強度(452.54MPa),比nMFS接頭提高了約30%。這主要是由于磁場消除了金屬間化合物,并在界面處獲得了胞狀晶粒。
此外,Lü等先通過氬弧焊連接鎳鈦合金絲簇,再將其與不銹鋼管經(jīng)激光焊進行連接。他們發(fā)現(xiàn),鎳鈦合金與不銹鋼在熔合邊界附近沒有發(fā)生混合,而是在短距離內(nèi)發(fā)生相互擴散,析出Ni3Ti、(Fe,Ni)Ti等金屬間化合物。另外,鎳鈦合金的氬弧焊焊縫中存在分散分布的TiC化合物,其含量在鎳鈦合金與不銹鋼的熔合邊界附近明顯減少。
在焊接過程中,運用頂鍛力能夠有效提升接頭的性能表現(xiàn)。具體來說,當在不銹鋼側(cè)施加頂鍛力時,部分液態(tài)金屬會被擠出,通過該過程便可獲得較窄的焊縫寬度,同時減少焊縫區(qū)下塌缺陷的出現(xiàn),并使接頭具備更為良好的拉伸性能。與未施加頂鍛力的接頭相比,其抗拉強度能夠提高50%以上。
2.2氬弧焊
鎢極氬弧焊可選擇直流電流或者脈沖電流兩種方式。兩者相比,脈沖鎢極氬弧焊電弧穩(wěn)定,熱輸入小,有利于細化晶粒、減少氣孔、減小焊件變形、降低焊接應力、改善接頭力學性能。鎢極氬弧焊的工藝參數(shù)主要包括焊接電流、電弧電壓、焊接速度、保護氣體流量等。對于NiTi/SS接頭,選擇合適的焊接工藝參數(shù)可以控制焊接質(zhì)量,減小焊接變形。例如,焊接電流的改變會引起熱輸入量變化,其過大或過小都會對焊接質(zhì)量產(chǎn)生直接影響。若焊接電流過大,容易發(fā)生燒穿、背面下陷過多、咬邊、凹坑等缺陷。若焊接電流過小,則會產(chǎn)生未焊透、未熔合等缺陷。因此,應根據(jù)焊件尺寸、焊縫位置等因素整體考慮,選擇合適的焊接電流。研究還發(fā)現(xiàn),電弧電壓與電弧長度在一定范圍內(nèi)是正比例函數(shù)關(guān)系。若電弧電壓過高,會產(chǎn)生氣孔、熔深短、咬邊、夾渣等缺陷。
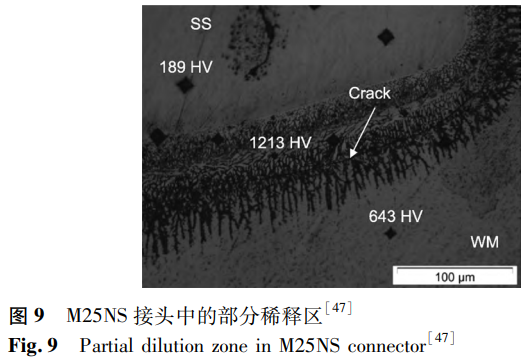
除了選擇合適的焊接工藝參數(shù)外,還可以通過加入中間層的方法來改善焊接質(zhì)量。Oliveira等以鎳鈦合金和Inconel625為填充材料,探究了不同填料以及熱處理對氬弧焊焊接接頭的影響。在接頭中觀察到通過外延凝固形成的枝晶,枝晶的生長導致枝晶間空隙中存在溶質(zhì)排斥,并可能形成金屬間化合物,因此,裂紋主要沿著枝晶間區(qū)域形成。無序晶格減緩了位錯的遷移率和原子擴散過程,導致結(jié)構(gòu)中內(nèi)應力的形成,提升了其硬度和脆性。相比于鎳鈦合金填料,使用Inconel625填料的接頭通常具有較高的抗拉強度,最佳可達到286MPa。對于未經(jīng)焊后熱處理的樣品,在焊縫和母材之間的熔合線處形成了清晰界面區(qū)域,即部分稀釋區(qū)(見圖9),該區(qū)域會析出金屬間化合物。在進行熱處理之后,焊接接頭中不存在部分稀釋區(qū)。且焊后熱處理減小了接頭中的殘余應力,使接頭具有更高的力學性能。
2.3電子束焊
電子束焊接是指用高能電子束轟擊焊件接頭處的金屬,使其熔化而達到連接目的的技術(shù)。在焊接過程中,高能量密度的電子束撞擊金屬工件能夠產(chǎn)生深而窄的孔腔,該孔腔被稱為“匙孔”。由于“匙孔”效應,電子束焊能夠使焊接熱量傳遞到工件內(nèi)部,實現(xiàn)深寬比大、變形小、缺陷少的焊接效果。真空電子束焊接中的真空條件可以防止電子束的耗散,使O、N、H等有害元素遠離焊縫,從而避免氣孔的產(chǎn)生和力學性能的降低。Hellberg等通過微電子束焊獲得表面和截面上不存在任何裂紋的NiTi/SS接頭。由于精確的束對準和快俚氖梢躍房刂坪阜熘械某煞趾拖∈統(tǒng)潭齲傭災跎俳鶚艏湎嗟謀壤L乇鸕兀菽芷追治黿峁芍誚油啡酆锨興刑講庠鼐然旌希嬖誒猓叢諍阜熘脅縉i元素和Ti元素的部分富集。這可能是因為焊縫中部是焊接深度最高的區(qū)域,單位體積熱量最低,“匙孔”周圍的對流流動和馬蘭戈尼流均不明顯,影響元素的混合。Niu等在三種不同條件下通過真空電子束焊接連接鎳鈦合金與不銹鋼,對三種接頭的微觀組織和力學性能進行對比分析。
2.4電阻焊
電阻焊是在加壓的條件下,以電流通過焊接材料及接觸處產(chǎn)生的電阻熱為熱源進行焊接的方法。Li等探究了焊接電流以及焊后冷拔對焊接接頭的影響。焊接電流的增大使焊縫變寬,40A接頭的焊縫僅由10μm的反應層組成,而45A接頭的焊縫加寬至40μm,除反應層外還形成了NiTi熔化區(qū)。由于45A接頭中Fe2Ti以及共晶的占比增加,其硬度相對于40A接頭有所提高。再凝固的晶界和熔化區(qū)的共晶阻礙了晶粒間的變形配合,導致局部脆化現(xiàn)象,進而使45A接頭的硬度在局部區(qū)域顯著增加。同時局部脆化使45A接頭在達到應力平臺最大應變之前發(fā)生斷裂,導致其抗拉性能惡化,低于40A接頭的抗拉性能(440MPa和7.9%)。焊后冷拔使因晶粒粗化而軟化的熱影響區(qū)得到部分恢復,且冷拔后的收縮使外部不銹鋼管更加緊密地固定芯線,兩者共同作用將接頭的抗拉強度提高到830MPa。
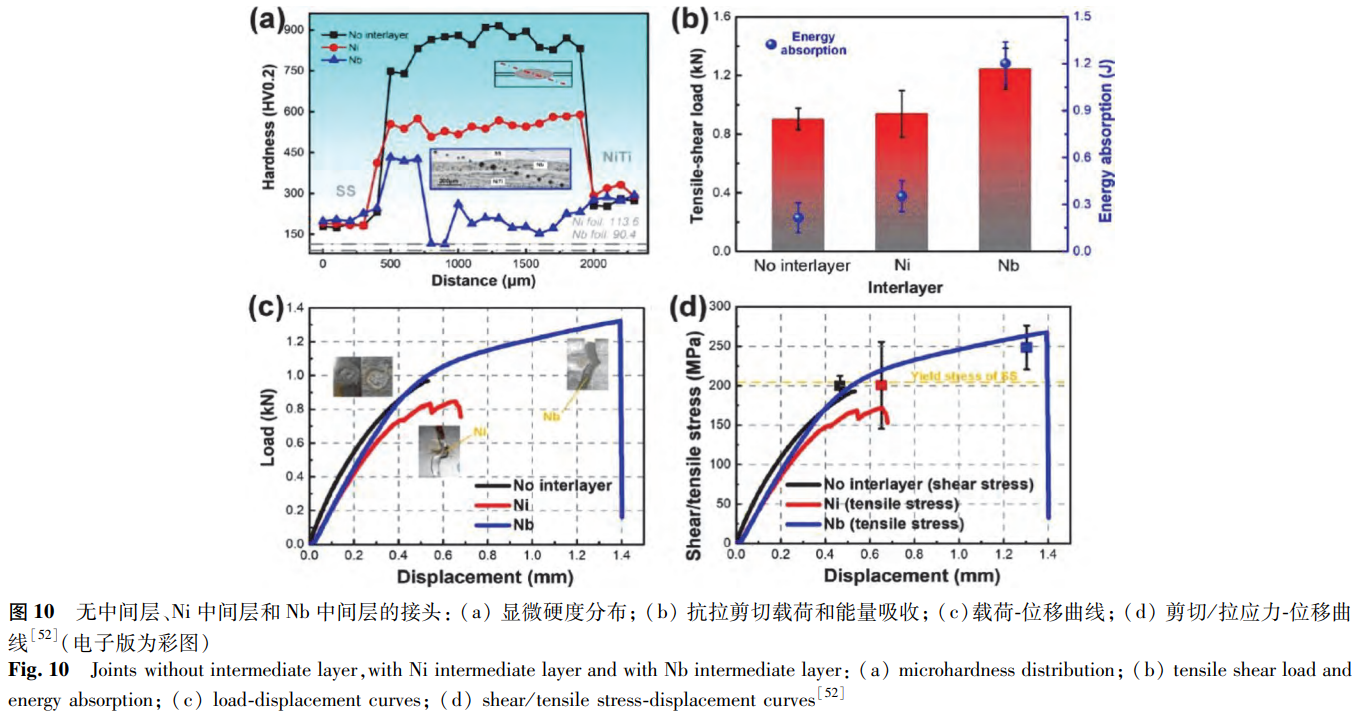
通過替換有害相和限制混合這兩種方法可以控制焊接接頭中的金屬間化合物。為此,Zhang等選擇了低熔點Ni和高熔點Nb作為中間層。在Ni中間層接頭中,隨著脆性Fe2Ti相的替換,以Ni3Ti為主的焊縫具有更好的延展性。但鎳的蒸發(fā)會導致大氣孔、縮孔、裂紋的產(chǎn)生,使有效連接面積減小,造成接頭強度降低。在Nb中間層接頭中,熔合區(qū)被未熔融的Nb分離,這抑制了不同熔融金屬間的混合,并在界面處形成低脆性的含鈮共晶結(jié)構(gòu)。該接頭強度在斷裂載荷方面提高了38%,在能量吸收方面顯著提高了460%,如圖10所示。由此可知,高熔點中間層具有實現(xiàn)可靠NiTi/SS電阻點焊接頭的巨大潛力。
2.5摩擦焊
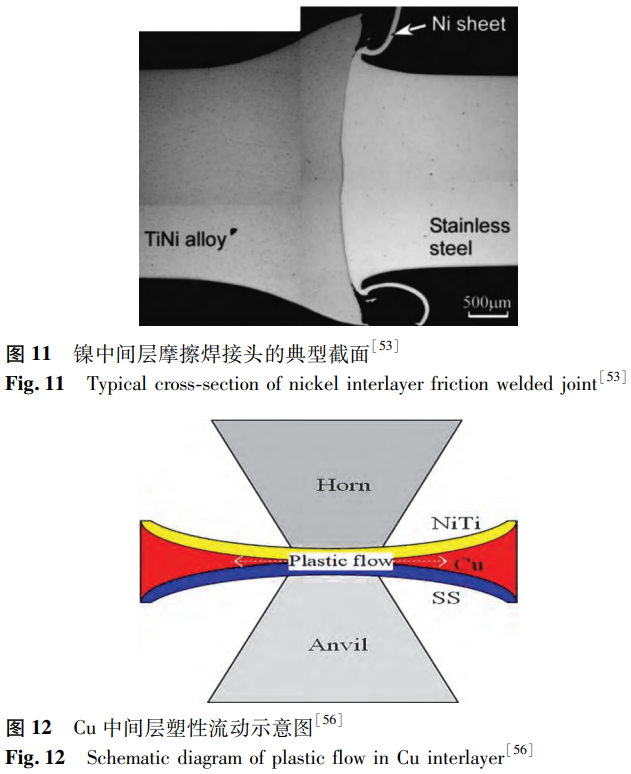
摩擦焊是在壓力作用下,以焊接材料接觸面摩擦產(chǎn)生的熱量為熱源,通過界面分子擴散和再結(jié)晶實現(xiàn)焊接的方法。Fukumoto等通過改變轉(zhuǎn)速和旋轉(zhuǎn)時間來控制熱輸入,探討了鎳中間層對摩擦焊NiTi/SS接頭(見圖11)的影響。無中間層接頭的焊接界面處存在大量的脆性相Fe2Ti,使接頭的最大強度僅為200MPa。鎳中間層抑制了脆性金屬間化合物Fe2Ti的形成。鎳中間層接頭的Ni/SS界面處幾乎無金屬間相形成,NiTi/Ni界面處形成反應層Ni3Ti,Ni3Ti可與NiTi基體發(fā)生共晶反應。隨著轉(zhuǎn)速的增加,接頭性能提升,在300r⋅s−1的轉(zhuǎn)速下旋轉(zhuǎn)5s時獲得的鎳中間層接頭達到512MPa的強度。
2.6超聲波焊
在超聲波焊接過程中,材料不會熔化,這抑制了過渡相的形成,適合異種金屬的焊接。其核心是超聲振動,高頻超聲振動有助于促進焊接時材料的聲軟化。在實際等效軟化效果的條件下,熱軟化所需的熱能輸入是超聲能量的107倍。Chen等發(fā)現(xiàn)未添加中間層的NiTi/SS超聲波點焊接頭具有機械互鎖結(jié)構(gòu),抗拉強度可達到404.71N。Ao等制備了具有Cu中間層的NiTi/SS超聲波點焊接頭,并研究了不同焊接能量輸入對接頭的影響。研究發(fā)現(xiàn),焊接時的接觸壓力不均勻?qū)е翪u中間層發(fā)生塑性流動(見圖12),使接頭的焊接界面呈現(xiàn)出NiTi/Cu/304SS界面和NiTi/304SS界面兩種類型。在不同能量輸入下,異種接頭的兩個界面處均未發(fā)現(xiàn)金屬間化合物。在性能方面,平均拉伸剪切載荷先增后減,在750J時達到690N的最大值。這是因為隨著能量輸入的增大,熱輸入增加,材料軟化,銅中間層塑性變形,使得結(jié)合區(qū)擴展到整個界面,接頭性能顯著提升。當能量輸入過大時,由于銅中間層的斷裂,鎳鈦合金與不銹鋼直接接觸,接頭性能降低。Chen等使用Al中間層進行了相似的研究,鋁中間層的塑性流動也產(chǎn)生了雙界面。不同的是,焊接能量較高時,界面處會形成Fe4Al13脆性相。當焊接能量適中、界面機械聯(lián)鎖程度高、元素擴散距離長、不存在連續(xù)脆性相時,接頭性能最佳。
2.7釬焊
釬焊具有獨特的優(yōu)點,焊后材料微觀結(jié)構(gòu)變化較小,可以連接廣泛不同的材料,比如金屬-陶瓷接頭。在釬焊過程中,僅釬料熔化,焊材不熔化,熔化后釬料與固態(tài)焊材的連接通過短距離擴散機制實現(xiàn)。填充金屬是釬焊的關(guān)鍵,需要考慮填料的力學性能、潤濕性、與焊材可能形成的金屬間化合物等。陳修凱等選擇AuSi共晶釬料對鎳鈦合金與不銹鋼進行釬焊,發(fā)現(xiàn)隨著釬焊溫度的升高,元素的擴散速度增大,接頭不銹鋼側(cè)的(Fe,Cr)5Si3顆粒逐漸增加,從而使焊接接頭的抗剪強度先增后減,在600℃時達到34MPa的最大值。
銀和銀基釬料的熔點低,在釬焊中應用較廣。Shiue等制備了使用兩種不同Ag-Cu-Ti銀基釬料(Cusil-ABA、Ticusil)的紅外釬焊接頭,將不同焊接溫度和焊接時間的各接頭進行對比,得出在950℃下焊接60s的Ticusil接頭的剪切強度最高,可達到237MPa。
李明高選擇銀基釬料和激光釬焊方法連接鎳鈦合金與不銹鋼,通過二次回歸組合設計及遺傳算法優(yōu)化銀基釬料的成分,獲得釬料的最優(yōu)成分:51%~53%Ag、21%~23%Cu、17%~19%Zn、7%~9%Sn。Li等比較了三種銀基釬料接頭的顯微組織和性能,發(fā)現(xiàn)Ag-22Cu-18Zn-8Sn釬料更具應用潛力。同時,隨著釬料中Zn元素和Sn元素含量的增加,釬料對鎳鈦合金及不銹鋼的潤濕性提高,焊接所需激光輸出功率減小,釬焊時間縮短,焊接接頭的抗拉強度增大,但應變減小。在此基礎(chǔ)上,Li等進一步研究工藝參數(shù)的影響。隨著激光輸出功率和釬焊時間的增加,熱影響區(qū)的顯微組織粗化,這造成了硬度的降低、鎳鈦合金熱影響區(qū)超彈性和形狀記憶效應的減弱。Qiu等的研究顯示出類似的結(jié)果,在合適的工藝參數(shù)下,接頭強度可以達到320~360MPa。
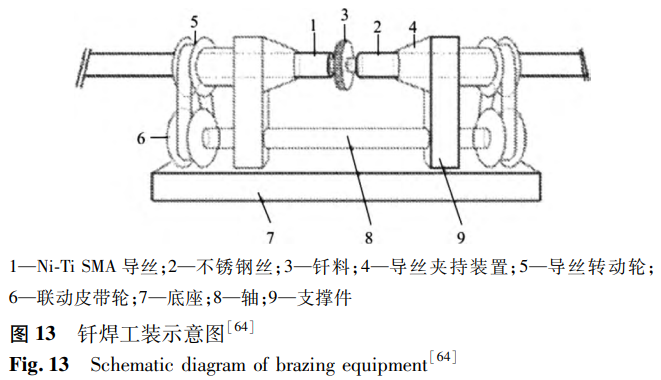
閻開婷等公開了一種血管內(nèi)鎳鈦合金導絲、導絲焊接工裝及導絲焊接方法。焊接工裝如圖13所示,在氬氣保護氣氛下,利用夾具連續(xù)轉(zhuǎn)動線材進行激光小光斑多點環(huán)繞加熱,使釬料熔化包覆在階梯狀端頭上,完成鎳鈦合金與不銹鋼的端部連接。
2.8其他焊接技術(shù)
除以上幾種焊接方法外,汽化箔致動器焊、碰撞對焊、瞬時液相擴散焊、儲能焊等在鎳鈦合金與不銹鋼焊接方面的研究也被報道。瞬時液相擴散焊融合了釬焊和固相擴散焊的優(yōu)勢,不僅能夠?qū)崿F(xiàn)高強度且低脆性的連接,還避免了對高壓力的需求。李紅等以AgCu為中間層進行瞬時液相擴散焊,所獲NiTi/SS接頭的最大抗剪強度達到239MPa。李杜使用復合中間層Ti/Cu,在1100℃保溫20min,4GPa壓力下對鎳鈦合金與不銹鋼進行瞬時液相擴散焊接。與常壓下制備的接頭相比,該接頭具有較少的缺陷和金屬間化合物、較好的剪切強度(194.6MPa)。碰撞對焊是通過突然碰撞快速連接的方法,該方法減少了內(nèi)壓形成的傾向。Li等通過不同速度的碰撞對焊獲得NiTi/SS接頭。在40mm/s的碰撞速度下,接頭的強度最高,達到(522±41)MPa。
3、焊后熱處理
焊后退火是一種常見的工藝,其通過釋放焊接區(qū)的殘余應力來提高焊接接頭的力學性能。焊后材料在退火過程中經(jīng)過回復和再結(jié)晶消除缺陷,然而,如果退火溫度過高或保溫時間過長,會引起已形成的等軸晶粒在晶界處融合,進而促使晶粒進一步生長并改變形狀。這種情況下,過大的晶粒會降低焊后材料的性能。此外,冷卻速度可以影響晶粒尺寸和晶體結(jié)構(gòu)的形成,速度過快可能會導致應力的重新產(chǎn)生。因此,退火溫度、保溫時間以及冷卻速度是影響焊后退火工藝的重要因素。李江川等探索了不同退火保溫時間對不銹鋼的影響,研究表明,隨著保溫時間的延長,晶粒生長速度先增后減,退火后拉伸強度無明顯變化,塑性得到顯著提升,表面硬度逐漸降低。
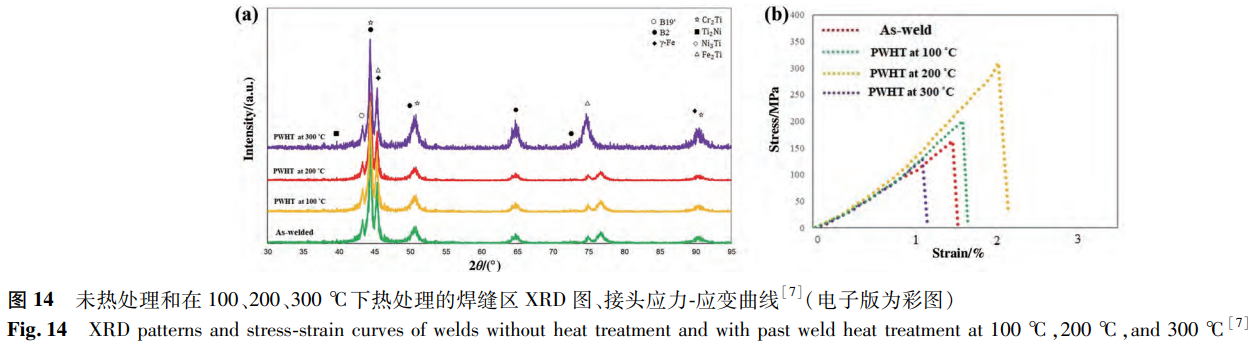
Asadi等研究了焊后退火溫度對激光焊接NiTi/SS接頭的影響。SEM結(jié)果顯示,經(jīng)過100℃和200℃的退火后,接頭的顯微組織沒有明顯變化。而在300℃退火的接頭中觀察到較大的枝晶結(jié)構(gòu)。相組成方面,相較于無焊后退火處理的接頭,100℃和200℃的退火處理對物相無明顯影響,但300℃的熱處理會導致金屬間化合物增加(見圖14a)。因此,焊接接頭的硬度和拉伸性能均隨退火溫度的升高而改善,但退火溫度達到300℃時力學性能惡化。如圖14b所示,200℃接頭具有最高的抗拉強度,其值高達310MPa,是未熱處理接頭抗拉強度的1.91倍。而300℃接頭的抗拉強度僅為129MPa,低于未熱處理接頭。類似的研究也呈現(xiàn)出相同的結(jié)果,經(jīng)過200℃焊后熱處理的樣品的抗拉強度由213MPa提高到393MPa,耐腐蝕性能也得到提高。
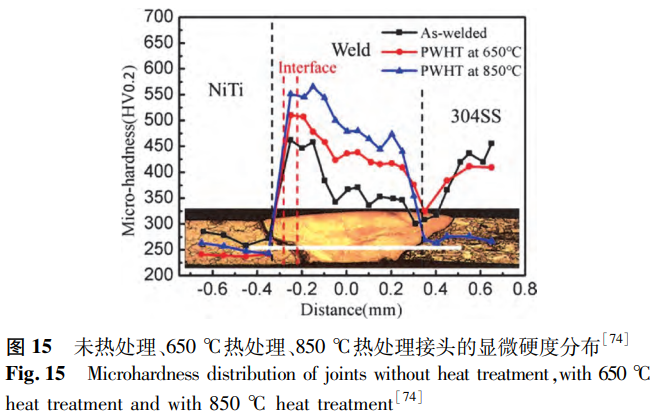
Chen等研究了焊后退火工藝對以鎳為中間層的NiTi/SS接頭的影響。研究表明,未熱處理接頭的NiTi/Ni界面可分為兩層,隨著焊后熱處理溫度的升高,NiTi/Ni界面和焊縫處析出越來越多的Ni3Ti金屬間化合物,在850°C接頭的NiTi/Ni界面中已全部轉(zhuǎn)變?yōu)镹i3Ti相。這使得所有接頭的硬度在NiTi/Ni界面達到最大,且焊接區(qū)硬度隨著退火溫度的升高而提高,如圖15所示。由于焊后熱處理使接頭組織逐漸趨于均勻化,焊縫的最大硬度與平均硬度之間差值減小,接頭的抗拉強度提高,在850℃接頭中達到643MPa的最大值,是未熱處理接頭抗拉強度的2.12倍。因此,焊后熱處理可以改善焊接接頭的性能,但為了達到預期效果,需要選擇合適的熱處理工藝。
4、總結(jié)和展望
鎳鈦合金的耐腐蝕性和超彈性使其在惡劣環(huán)境下表現(xiàn)出色,而不銹鋼具有良好的加工性能和成本優(yōu)勢,因此,鎳鈦合金與不銹鋼的焊接廣泛應用于工業(yè)制造領(lǐng)域,如耐腐蝕管道、壓力容器等設備。鎳鈦合金的超彈性和形狀記憶特性使其能夠適應復雜的電子元件結(jié)構(gòu),而不銹鋼提供良好的導電性和機械強度,故而,鎳鈦合金與不銹鋼的焊接可應用于柔性電路板等電子設備領(lǐng)域。鎳鈦合金與不銹鋼之間實現(xiàn)優(yōu)異的焊接效果,不僅能夠推動眾多領(lǐng)域的進一步發(fā)展,而且有助于為鎳鈦合金與其他異種材料的焊接研究提供借鑒,因此具有重要的使用價值和理論意義。然而,在鎳鈦合金與不銹鋼的異種焊接過程中,存在兩個關(guān)鍵挑戰(zhàn):一是脆性金屬間化合物的形成,二是裂紋和殘余應力的產(chǎn)生。其中,金屬間化合物作為焊接接頭力學性能下降的主要因素,始終是該領(lǐng)域研究的重點對象。為此,本文剖析了異種焊接過程中所面臨的主要挑戰(zhàn)及內(nèi)在機制,詳細綜述了激光焊、氬弧焊、電子束焊、電阻焊、摩擦焊、超聲波焊、釬焊等焊接技術(shù)的研究進展,并深入探討了焊接過程以及焊后熱處理對NiTi/SS接頭的微觀結(jié)構(gòu)和力學性能的影響。結(jié)合研究現(xiàn)狀和應用需求,如何有效抑制金屬間化合物的形成仍是未來研究的重點。今后可以從以下幾個方面進一步探索。
(1)優(yōu)化焊接工藝。合適的焊接方法和工藝參數(shù)是實現(xiàn)成功焊接的關(guān)鍵。各種焊接方法均有其特有的優(yōu)勢和局限性,而固態(tài)焊更有利于避免金屬間化合物的產(chǎn)生。每種焊接方法都有其對應的重要工藝參數(shù),如氬弧焊的電弧電壓、焊接電流、氣體流量等,激光焊的激光波長、功率、模式、焦點大小和位置等。實際焊接時,應根據(jù)材料的尺寸、形狀等選擇合適的焊接方法及工藝參數(shù),從而獲得性能優(yōu)異的焊接接頭。未來,焊接技術(shù)將更加智能化,通過引入自動化系統(tǒng)和機器人技術(shù)將實現(xiàn)焊接過程的實時監(jiān)控和參數(shù)優(yōu)化。
(2)添加中間層。為控制金屬間化合物的形成,中間層有替換有害相、限制混合兩種選擇策略,比如低熔點的Ni和高熔點的Nb。在選擇中間層材料時,應充分考慮實際應用要求,如在醫(yī)療器械領(lǐng)域應考慮中間層的毒性及其對人體的危害。此外,中間層的厚度也對焊接效果有所影響。尋找新的中間層材料及其厚度是改善焊接接頭性能的可行方法。
(3)焊后熱處理。焊后熱處理作為一種材料加工工藝能降低焊接接頭的殘余應力,使組織均勻化。優(yōu)化焊后熱處理參數(shù)(熱處理溫度、保溫時間以及冷卻速度)能夠有效提升焊接接頭的性能。
(4)除了以上方法之外,還可以進一步探索外加磁場、熱源偏移、施加頂鍛力、冷拔、不同焊接方法相互組合等方法來提高鎳鈦合金與不銹鋼的焊接性能,并為研究異種材料的焊接提供理論基礎(chǔ)。
參考文獻
1 Oliveira J P, Fernandes F M B, Schell N,et al. Materials Letters,2016,171,273.
2 Otsuka K,Ren X. Progress in Materials Science,2005,50(5),511.
3 Hartl D J, Lagoudas D C. Proceedings of the Institution of Mechanical En-gineers,Part G: Journal of Aerospace Engineering,2007,221(4),535.
4 Strittmatter J, Clipa V, Gheorghita V, et al. Journal of Materials Engi-neering and Performance,2014,23(7),2696.
5 Petrini L, Migliavacca F. Journal of Metallurgy,2011,2011,1.
6 Morgan N B. Materials Science and Engineering: A,2004,378(1-2),16.
7 Asadi S, Saeid T, Valanezhad A, et al. Journal of the Mechanical Be-havior of Biomedical Materials,2020,109,103818.
8 Yang X F, Ban H Y, Shi Y J, et al. Thin-Walled Structures, 2024,202,112104.
9 Yan X J, Yang D Z, Liu L M. Transactions of the China Welding Institu-tion,2004,25(3),121(in Chinese).
閻小軍,楊大智,劉黎明.焊接學報,2004,25(3),121.
10 Pouquet J, Miranda R M, Quintino L, et al. International Journal of Ad-vanced Manufacturing Technology,2012,61(1-4),205.
11 Tang W J, Tan J H, Gu X L. Nonferrous Metal Materials and Engineering,2019,40(2),46(in Chinese).
唐文敬,譚家宏,谷雪蓮.有色金屬材料與工程,2019,40(2),46.
12 Zhou H K. Study on microstructure and properties of laser welding joints between NiTi alloy and stainless steel. Master's Thesis, North China University of Science and Technology, China, 2022(in Chinese).
周海寬.鎳鈦合金與不銹鋼激光焊接接頭微觀組織及性能的研究.碩士學位論文,華北理工大學,2022.
13 Pardal G,Gangulary S, Williams S,et al. The International Journal of Ad-vanced Manufacturing Technology,2016,86(5-8),1139.
14 Kou S. Welding metallurgy, Second Edition, John Wiley& Sons Inc,USA,2002,pp.174.
15 Wang X N, Wang J, Chen X M, et al. Journal of Mechanical Engineering,2019,55(10),42(in Chinese).
王曉南,汪杰,陳夏明,等.機械工程學報,2019,55(10),42.
16 Farhang B, Tanrikulu A A, Ganesh-Ram A, et al. Journal of Materials Processing Technology,2023,314,117888.
17 Vannod J, Bornett M, Bidaux J E, et al. Acta Materialia, 2011, 59(17),6538.
18 Niu H,Jiang H C,Zhao MJ,et al. Journal of Materials Science& Tech-nology,2021,61,16.
19 Zhang C,Zhao S,Sun X M,et al. Corrosion Science,2014,82,404.
20 Zhang C, Sun X H, Hou X, et al. International Journal of Medical Sciences,2013,10(8),1068.
21 Li M G,Sun D Q,Qiu X M,et al. Materials Science and Engineering:A,2006,441(1-2),271.
22 Li J X, Panton B, Liang S X, et al. Materials Today Communications,2020,25,101306.
23 Lin Y Z, Wu W Q. Management& Technology of SME, 2020, 26(7),194(in Chinese).
林毅貞,伍玩秋.中小企業(yè)管理與科技,2020,26(7),194.
24 Zhang D N. Study on HEA powder design and microstructure and proper-ties of NiTi SMA/304 SS laser welding. Master's Thesis, Beijing Univer-sity Of Technology, China, 2022(in Chinese).
張冬妮.NiTi SMA/304SS激光焊HEA填充粉末設計及接頭組織性能研究.碩士學位論文,北京工業(yè)大學,2022.
25 Hahnlen R, Fox G, Dapino M J. Journal of Intelligent Material Systems and Structures,2012,24(8),945.
26 Parimanik S R, Mahapatra T R, Mishra D, et al. E3S Web of Confe-rences,2023,391,01167.
27 Liu Y Q, Zhang Y, Zhou J P, et al. Materials Letters, 2023, 350,134961.
28 Asadi S, Saeid T, Valanezhad A, et al. Journal of Manufacturing Proces-ses,2020,55,13.
29 Li H M,Sun D Q,Cai XL,et al. Materials& Design,2012,39,285.
30 Zhou H K, Yang H L. Hot Working Technology,2024,53(19),29(in Chinese).
周海寬,楊海麗.熱加工工藝,2024,53(19),29.
31 Li H M,Sun D Q,Gu X Y,et al. Materials& Design,2013,50,342.
32 Li H M, Sun D Q, Cai X L, et al. Optics& Laser Technology, 2013,45,453.
33 Zhang Y, Zeng H Y, Zhou J P, et al. Optics& Laser Technology, 2020,131,106372.
34 Shojaei Zoeram A, Rahmani A, Akbari Mousavi S A A. Journal of Ma-nufacturing Processes,2017,26,355.
35 Ng CH, Mok E S H, Man H C. Journal of Materials Processing Techno-logy,2015,226,69.
36 Wang H W, Xie J L, Chen Y H, et al. Journal of Materials Research and Technology,2022,18,1028.
37 LiMG,Sun D Q,Qiu X M,et al. Science and Technology of Welding and Joining,2007,12(2),183.
38 Gao X L, Wang X Q, Liu J, et al. Materials Letters, 2020, 268,127573.
39 Zhang K P, Peng P, Zhou Y N. Materials Science and Engineering: A,2022,835,142660.
40 Shamsolhodaei A, Oliveira J P, Schell N, et al. Intermetallics, 2020,116,106656.
41 Tanrikulu A A, Farhang B, Ganesh-Ram A K, et al. Journal of Manu-facturing Science and Engineering,2024,146(3),031007.
42 Li S X, Yang Z L, Dong H G. Transactions of Nonferrous Metals Society of China,2013,23(1),156.
43 Li H M. Study on laser welding of dissimilar materials between TiNi shape memory alloy and stainless steel. Ph. D. Thesis, Jilin University, Chi-na,2011(in Chinese).
李洪梅.TiNi形狀記憶合金與不銹鋼異種材料激光焊研究.博士學位論文,吉林大學,2011.
44 Jiang Y X. Study on arc behavior and weld formation of pulsed current ar-gon tungsten arc welding. Master's Thesis, Xihua University, China,2022(in Chinese).
蔣玉霞.脈沖電流鎢極氬弧焊電弧行為與焊縫成形研究.碩士學位論文,西華大學,2022.
45 Fang W P, Du X W, Chen Y. Electric Welding Machine,2006,36(6),13(in Chinese).
方文鵬,杜曉偉,陳勇.電焊機,2006,36(6),13.
46 Zhang L. Shanxi Metallurgy,2007,34(2),1(in Chinese).張?zhí)m.山西冶金,2007,34(2),1.
47 Oliveira M J C, Melo R H F, Maciel T M, et al. Materials Chemistry and Physics,2019,224,137.
48 Qi B J, Fan Q K, Liu F J. Aeronautical Manufacturing Technology,2015,58(11),26(in Chinese).
齊鉑金,范霽康,劉方軍.航空制造技術(shù),2015,58(11),26.
49 Yang D, Jiang H C, Zhao M J, et al. Materials& Design, 2014, 57,21.
50 Hellberg S, Hummel J, KrooB P,et al. Welding in the World, 2020,64(12),2159.
51 Li Q,Zhu Y X,Guo J L. Journal of Materials Processing Technology,2017,249,538.
52 Zhang K, Shamsolhodaei A, Ghatei-Kalashami A, et al. Journal of Mate-rials Science& Technology,2024,180,160.
53 Fukumoto S, Inoue T, Mizuno S, et al. Science and Technology of Welding and Joining,2013,15(2),124.
54 Cheng X M, Yang K, Wang J, et al. Journal of Manufacturing Processes,
55 Chen Y, Cheng M P, Liu C, et al. International Journal of Advanced Manufacturing Technology,2023,129(5-6),2813.
56 Ao S S,Cheng M P,Zhang W,et al. Ultrasonics,2022,121,106684.
57 Chen Y, Cheng M, Xing Y W, et al. Science and Technology of Welding and Joining,2023,28(9),905.
58 Way M, Willingham J, Goodall R. International Materials Reviews,2019,65(5),257.
59 Chen X K, Chao Y F, Bian H, et al. Transactions of the China Welding Institution,2023,44(7),9(in Chinese).陳修凱,曹云飛,卞紅,等.焊接學報,2023,44(7),9.
60 Shiue R K, Chen C P, Wu S K. Metallurgical and Materials Transactions A,2015,46(6),2364.
61 Li M G. Joining of TiNi shape memory alloy and stainless steel. Ph. D.Thesis, Jilin University, China, 2006(in Chinese).
李明高.TiNi形狀記憶合金與不銹鋼的連接.博士學位論文,吉林大學,2006.
62 Li M G, Sun D Q, Qiu X M, et al. Materials Science and Engineering:A,2006,424(1-2),17.
63 Qiu X M, Li M G, Sun D Q, et al. Journal of Materials Processing Tech-nology,2006,176(1-3),8.
64閻開婷,陳旭東,王文利,等.中國專利,CN201610071913.1.
65 Li J X, Panton B, Mao Y,et al. Smart Materials and Structures,2020,29(10),105023.
66 Li Q,Zhu Y X. Journal of Materials Processing Technology,2018,255,434.
67 Li H, Li Z X, Wang Y L, et al. Rare Metal Materials and Engineering,2011,40(8),1382(in Chinese).
李紅,栗卓新,汪應玲,等.稀有金屬材料與工程,2011,40(8),1382.
68 Li D. Interfacial microstructure and strength of transient liquid-phase bonding of the TiNi shape memory alloy and stainless steel. Master's Thesis, Xiangtan University, China,2016(in Chinese).
李杜.TiNi形狀記憶合金與不銹鋼的瞬時液相擴散連接界面組織及力學性能.碩士學位論文,湘潭大學,2016.
69 Wang Y L, Li H, Li Z X, et al. Journal of Materials Engineering,2008,53(9),48(in Chinese).
汪應玲,李紅,栗卓新,等.材料工程,2008,53(9),48.
70 Li M G,Sun D Q,Qiu X M,et al. China Welding,2005,14(2),95.
71 Guo R P. Effect of composition and annealing process on microstructure and mechanical properties of low carbon cold rolled sheet. Master's The-sis,Hebei United University,China,2014(in Chinese).
郭瑞鵬.成分和退火工藝對低碳冷軋板組織、力學性能的影響.碩士學位論文,河北聯(lián)合大學,2014.
72 Li J C, Wang S F. Journal of Changchun University of Science and Tech-nology(Natural Science Edition),2024,47(2),53(in Chinese).
李江川,王少鋒.長春理工大學學報(自然科學版),2024,47(2),53.
73 Mirshekari G R, Saatchi A, Kermanpur A, et al. Journal of Materials Engineering and Performance,2016,25(6),2395.
74 Chen Y H, Sun S W, Zhang T M, et al. Materials Science and Enginee-ring:A,2020,771,138545.
(注,原文標題:鎳鈦合金與不銹鋼的焊接技術(shù)研究進展)
相關(guān)鏈接
